
Makroszkopikus minták mechanikai vizsgálata
INSTRON anyagvizsgáló berendezés és működési elve
Elvégezhető mérések:- hagymányos szakító vizsgálatok
- összenyomás
- hajlítás
- törő vizsgálatok
hőmérsékleti tartomány: -196 - +1000oC mérésfajtától függően
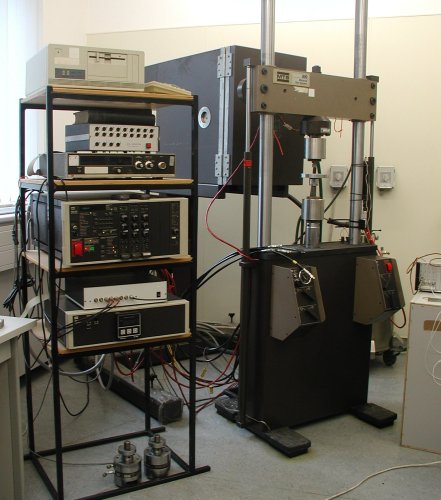
Az INSTRON típusú anyagvizsgáló
gépen szakító, nyomó, törő és hajlító vizsgálatok végezhetők. A minta
hőmérséklete -196 - +1000 oC hőmérsékleti tartományban változhat.
Szakítás (nyújtás) esetén a próbatest egyik vége a befogó szerkezeten keresztül, a próbatest szilárdságának megfelelően kiválasztott és mereven rögzített erőmérő cellához csatlakozik. A próbatest másik vége az úgynevezett keresztfejhez kapcsolódik, amely az erőmérő cellához képest, precíziós menetes orsók segítségével meghatározott sebességgel elmozdítható. Az elmozdulás hatására a minta megnyúlik és ehhez meghatározott nagyságú erőre van szükség. Ennek mérése az erőmérő cellával történik. A próbatest megnyúlása a keresztfej elmozdulásával szabályozható. Ennek ebessége 20 fokozatban 0.5-500 mm/perc közötti tartományban változtatható. A keresztfej mozgatását egy selsyn típusú vezérlőrendszer biztosítja. A nyúlás mérését a keresztfej sebességének ismeretében időmérésre vezetjük vissza.
A gép nagy terhelések elviselésére alkalmas ugyan, de nem tökéletesen merev. Így ha a keresztfejet adott távolsággal elmozdítjuk, akkor ez az elmozdulás megoszlik gép és a próbatest deformációja között és így a minta nem a kívánt mértékben deformálódik. A gép deformációja általában az erő lineáris függvénye, és ezt egy paraméter, a gép merevségi tényezőjével vehetjük figyelembe. Ez a korrekció különösen rövid, nagyszilárdságú minták szakításakor és összenyomásakor lehet jelentős, mivel ilyenkor a minták deformációja egyre inkább összemérhető a gépével.
A próbatest alakváltozását - a fenti nehézségek elkerülése céljából - nyúlásmérő segítségével is rögzíthetjük. Ennek alkalmazásával a próbatest két belső pontja közötti elmozdulást érzékeljük. Ezáltal kiküszöbölhetők a befogás okozta pontatlanságok és a gép saját deformációjának hatása.
Szakítás (nyújtás) esetén a próbatest egyik vége a befogó szerkezeten keresztül, a próbatest szilárdságának megfelelően kiválasztott és mereven rögzített erőmérő cellához csatlakozik. A próbatest másik vége az úgynevezett keresztfejhez kapcsolódik, amely az erőmérő cellához képest, precíziós menetes orsók segítségével meghatározott sebességgel elmozdítható. Az elmozdulás hatására a minta megnyúlik és ehhez meghatározott nagyságú erőre van szükség. Ennek mérése az erőmérő cellával történik. A próbatest megnyúlása a keresztfej elmozdulásával szabályozható. Ennek ebessége 20 fokozatban 0.5-500 mm/perc közötti tartományban változtatható. A keresztfej mozgatását egy selsyn típusú vezérlőrendszer biztosítja. A nyúlás mérését a keresztfej sebességének ismeretében időmérésre vezetjük vissza.
A gép nagy terhelések elviselésére alkalmas ugyan, de nem tökéletesen merev. Így ha a keresztfejet adott távolsággal elmozdítjuk, akkor ez az elmozdulás megoszlik gép és a próbatest deformációja között és így a minta nem a kívánt mértékben deformálódik. A gép deformációja általában az erő lineáris függvénye, és ezt egy paraméter, a gép merevségi tényezőjével vehetjük figyelembe. Ez a korrekció különösen rövid, nagyszilárdságú minták szakításakor és összenyomásakor lehet jelentős, mivel ilyenkor a minták deformációja egyre inkább összemérhető a gépével.
A próbatest alakváltozását - a fenti nehézségek elkerülése céljából - nyúlásmérő segítségével is rögzíthetjük. Ennek alkalmazásával a próbatest két belső pontja közötti elmozdulást érzékeljük. Ezáltal kiküszöbölhetők a befogás okozta pontatlanságok és a gép saját deformációjának hatása.
 A vizsgálat során a
próbatestet terhelő erőt, a keresztfej elmozdulását, a nyúlásmérő jelét
és a mintavételezés időpontját mérjük és digitalizáljuk. Az adatgyűjtés
sebessége maximum 4*1000 adat másodpercenként 12 bites felbontásban. Az
adatokat számítógép segítségével a további feldolgozás céljából ASCII
formátumban mágneslemezen rögzítjük. A berendezés jellemzői:
A vizsgálat során a
próbatestet terhelő erőt, a keresztfej elmozdulását, a nyúlásmérő jelét
és a mintavételezés időpontját mérjük és digitalizáljuk. Az adatgyűjtés
sebessége maximum 4*1000 adat másodpercenként 12 bites felbontásban. Az
adatokat számítógép segítségével a további feldolgozás céljából ASCII
formátumban mágneslemezen rögzítjük. A berendezés jellemzői:| a mért mennyiség | méréshatárok | pontosság |
| erő | 10-4 - 5*104 N | 0.1% |
| elmozdulás | 0-800 mm | 10µm |
| nyúlás | 0-3 mm | 2µm |
MTS anyagvizsgáló gép és működési elve
Az elvégezhető mérések:- -hagymányos szakító vizsgálatok
- -összenyomás
- -fárasztás megadott erővel
- -fárasztás előírt plasztikus deformációval
- -három és négypontos hajlítás
- -törő vizsgálatok
- -feszültség relaxáció
- -rövidebb idejű kúszás mérés
- -modulált kúszás mérések
- -polimerek belsősúrlódásának mérése
- vizsgálata a feszültség függvényében
- -hőtágulás mérése
- -makrokeménység mérés
a mérések hőmérsékleti tartománya: -100 ... +300 °C
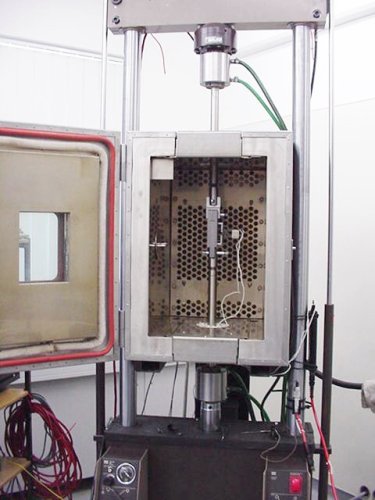
Az MTS egy modern anyagvizsgáló gép,
igen sok fajta mechanikai vizsgálat elvégzésére alkalmas. A vizsgálandó
minta egyik vége egy erőmérő cellához csatlakozik, a másik vége egy
hidraulikusan mozgatható dugattyúhoz kapcsolódik. A dugattyú maximum
200 mm-t mozdítható el. A minta deformálása a dugattyú nagy pontosságú
elmozdításával hozható létre. A mérő berendezés vezérlése három
különböző módon valósítható meg. Ezek a következők lehetnek:
útvezérlés, erővezérlés és deformáció-vezérlés. A vezérlőjel minden
esetben egy maximum 10 V amplitúdójú analóg elektromos feszültség. A
feszültség időbeli változása szinte "tetszőleges" lehet. Egyedüli
korlátozó tényező a gép mechanikai felső határfrekvenciája, amely kb.
50 Hz! A vezérlőjel előállításáról egy beépített függvénygenerátor vagy
egy külső számítógép gondoskodik. A belső függvénygenerátor háromszög,
négyszög és szinusz alakú jeleket állít elő. A számítógép segítségével
azonban tetszőleges alakú függvény programozható és ebből egy 16 bites
DA átalakító segítségével állítjuk elő a vezérlő jelet. Könnyen
megvalósítható egy olyan mérési elrendezés is, amelynek során a mintát
a későbbi felhasználása során ért igénybevétellel teszteljük. A
vizsgálat során a próbatestet terhelő erőt, a dugattyú elmozdulását, a
nyúlásmérő jelét és a mintavételezés időpontját mérjük és
digitalizáljuk. Az adatgyűjtés sebessége maximum 4*2000 adat
másodpercenként 12 bites felbontásban. Az adatokat számítógép
segítségével a további feldolgozás céljából ASCII formátumban
mágneslemezen rögzítjük.
Útvezérlés
Ezt a vezérlési módot akkor célszerű
használni, ha minta deformációjának pontosságával szemben nincsenek
szigorú követelményeink. A vezérlőjel ez esetben a dugattyú pillanatnyi
helyzetével arányos jellel kerül összehasonlításra. A két jel
különbsége, a hibajel. Ez a jel egy PID visszacsatoló hurkon keresztül
úgy változtatja meg a dugattyú alatt vagy felett a hidraulikus
tápegységből jövő olaj mennyiségét, hogy a hibajel nagysága minimális
legyen. Ennek nagyságát és a szabályzás dinamikai tulajdonságait a
visszacsatoló hurok "szorossága" szabja meg. Adott minta esetében a
szabályzás arányos részének (P), időállandójának (I) és sebesség
érzékenységének (D) megfelelő kiválasztásával a visszacsatolás
optimalizálható. Megemlítjük, hogy a minta szerves része a
visszacsatolásnak. Paraméterei a vizsgálat során jelentősen
megváltozhatnak. Ezért a visszacsatolásnak elegendő fázistartalékkal
kell rendelkeznie a katasztrofális oszcillációk elkerülése végett. Ez a
többi vezérlésmód esetében is igaz. Belátható, hogy ezen vezérlés
esetén a minta deformációja a gép alakváltozása és a befogás okozta
hatások miatt kisebb lehet a vártnál.
Erővezérlés
Ez a vezérlési mód akkor használatos,
ha olyan vizsgálatot akarunk végezni, ahol a mintában előírt
feszültségnek kell kialakulni a mérés során, pl. előírt feszültségű
fárasztás esetében. Ekkor a vezérlőjelet az erőmérő cella erővel
arányos feszültségével hasonlítjuk össze. Az így kapott hibajelet egy
második PID visszacsatoló hurok segítségével minimalizáljuk. A
visszacsatolás paraméterei az előzőekben leírt útvezérléshez hasonlóan
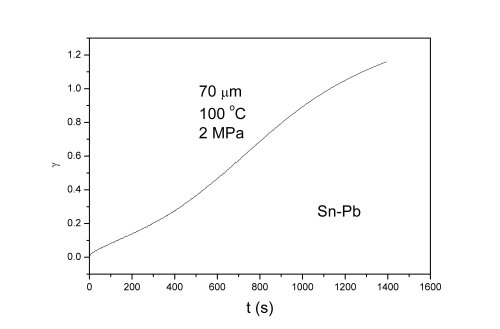
szabályozhatóak. Ez a vezérlés lehetővé teszi pl. az állandó erővel,
azaz állandó mechanikai feszültséggel történő deformáció (kúszás)
mérését is.
Deformációvezérlés
Ez a vezérlési mód a leghatékonyabb.
Alkalmazására akkor kerül sor ha a minta deformációját igen nagy
pontossággal kívánjuk mérni. Ez esetben a minta két (befogástól nem
deformált) belső pontjához egy nyúlásmérőt rögzítünk. Ennek kimenőjele
arányos a minta két pont közötti deformációjával, illetve
elmozdulásával. Ezen jel és a vezérlőjel közötti különbséget mint
hibajelet használjuk fel a visszacsatoláshoz egy harmadik szabályozható
PID hurok alkalmazásával. Így a minta deformációja az előírt értéket
akár 0.2 mikron pontossággal követheti. Ezzel a mérési módszerrel és a
PID szabályzó megfelelő beállításával elérhető, hogy a gép látszólagos
merevségi tényezője igen nagy legyen. Ez a vezérlési mód lehetővé teszi
az állandó deformációval történő mérést is (feszültség relaxáció).
Modulált mérések
Ezen mérési mód lényege, hogy pl.
erővezérlésben egy lassan változó vezérlőjelre egy viszonylag gyorsabb,
kis amplitúdójú, pl. 0,1-10 Hz-es szinusz jelet szuperponálunk. Így a
minta válasza -a deformációja- tartalmazni fog egy periodikus részt is.
A mintán mért periodikus erő és
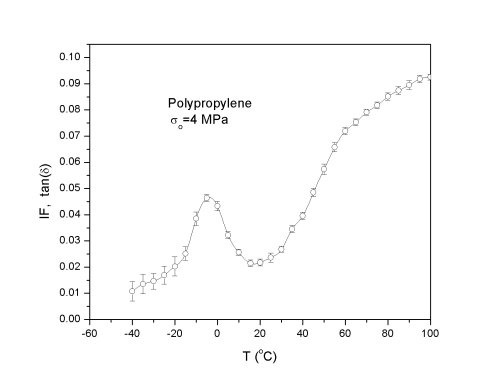
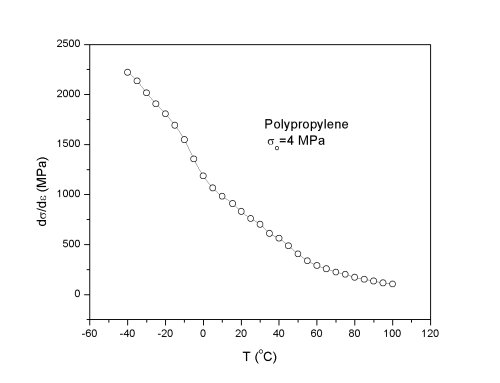
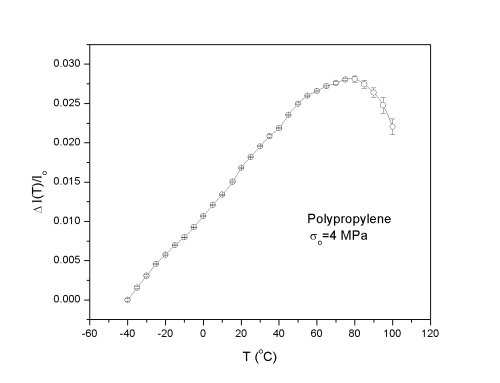
a deformáció azonban nem lesz fázisban egymással. A fáziskülönbségből pl. polimerek esetében meghatározható a minta belsősúrlódása (tan ?) A vizsgálatokat -50 +300 oC hőmérsékleti intervallumban végezhetjük. Így a belsősúrlódási folyamatok azonosíthatók, aktiválási entalpiájuk meghatározható. A mérés során az anyagok belsősúrlódása tehát nem csak zérus terhelés környezetében határozható meg, hanem a lassan változó kvázi-sztatikus terhelőerő vagy deformáció függvényében is.
A modulált mérés segítségével pl. törési vizsgálatok során könnyen detektálható a repedés terjedés megindulása.
| a mért
mennyiség |
méréshatárok |
pontosság |
| erő |
50-5*104
N |
0.01% |
| elmozdulás |
max. 200 mm |
50µm |
| nyúlás |
max. 5 mm |
0.5-1µm |
Szabadvégű csavarógép és működése
Az elvégezhető mérések:
- -csavarási mérések szabadvégű mintákon
- -csavaró fárasztó vizsgálatok
- -modulált csavarások
- -csavarási feszültség-relaxáció mérése
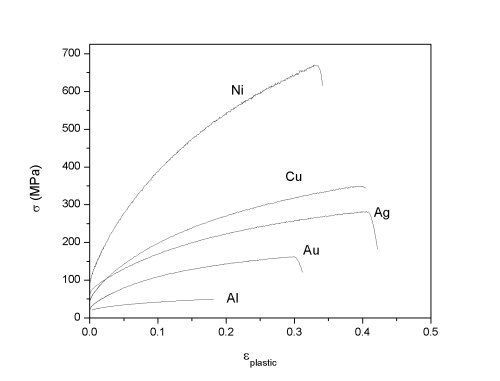
 Ismeretes, hogy egytengelyű nyújtás
segítségével elérhető
deformáció
nagysága tiszta anyagok esetében, általában kisebb mint 100%.
Csavarással ennél lényegesen nagyobb (több száz százalékos) deformációk
is vizsgálhatók. Az ilyen nagy deformációk során fellépő alakítási
keményedés és diszlokáció szerkezet tanulmányozása érdekében egy
számítógép vezérlésű, vastag minták csavarására alkalmas szabadvégű
csavarógépet építettünk. A minta egyik vége rögzített míg a másik vége
csavarás közben a minta hossztengelye mentén elmozdulhat. Így lehetűvé
vált a minták nyúlásnak vagy összehúzódásának mérése a csavarás során.
Ilyen típusú berendezés a kereskedelmi forgalomban nem kapható. A minta
hőmérséklete -196 - +100°C közötti tartományban beállítható, átmérője
1-6 mm, a hossza 60-150 mm lehet. A csavarási vizsgálat során 12 bit
pontossággal mérjük a mintavételezés idejét, a forgatónyomatékot és a
minta hosszváltozását. Az adatgyűjtés sebessége 4*2000 adat/s. A
csavarást számítógép vezérli így alkalmas csavarási fárasztó és
modulált csavarási vizsgálatok végzésére is.
Ismeretes, hogy egytengelyű nyújtás
segítségével elérhető
deformáció
nagysága tiszta anyagok esetében, általában kisebb mint 100%.
Csavarással ennél lényegesen nagyobb (több száz százalékos) deformációk
is vizsgálhatók. Az ilyen nagy deformációk során fellépő alakítási
keményedés és diszlokáció szerkezet tanulmányozása érdekében egy
számítógép vezérlésű, vastag minták csavarására alkalmas szabadvégű
csavarógépet építettünk. A minta egyik vége rögzített míg a másik vége
csavarás közben a minta hossztengelye mentén elmozdulhat. Így lehetűvé
vált a minták nyúlásnak vagy összehúzódásának mérése a csavarás során.
Ilyen típusú berendezés a kereskedelmi forgalomban nem kapható. A minta
hőmérséklete -196 - +100°C közötti tartományban beállítható, átmérője
1-6 mm, a hossza 60-150 mm lehet. A csavarási vizsgálat során 12 bit
pontossággal mérjük a mintavételezés idejét, a forgatónyomatékot és a
minta hosszváltozását. Az adatgyűjtés sebessége 4*2000 adat/s. A
csavarást számítógép vezérli így alkalmas csavarási fárasztó és
modulált csavarási vizsgálatok végzésére is. | a mért mennyiség | méréshatárok | pontosság |
| nyomaték | 10-2 - 15 Nm | 0.1 % |
| elfordulás | korlátlan | 0.1° |
| max sebesség | 0-2 ϖ rad/s |